| Тип: | Измерительные руки |
| Бренд: | PMT |
| Артикулы: | |
| Описание: |
|
| Применение: | Контроль размеров сложнопрофильных деталей в труднодоступных зонах, реверсивный инжиниринг, контроль формы и расположения элементов деталей и изделий |
| Номер в ГРСИ РФ: | 88781-23 |
| Напряжение эл. питания, В | от 100 до 240 | |
| Частота переменного тока, Гц | от 50 до 60 | |
| Условия эксплуатации | диапазон рабочих температур, ºС | от +18 до +22 |
| относительная влажность, %, не более | 90 | |
| Артикул | Диапазон измерений, м | Длина сегментов L1 и L2, мм, не более | Масса, кг, не более | Spat, мм | Euni, мм | Psize, мм | Pform, мм | Ldia, мм | Количество осей | Наличие | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PMT ALPHA M 1.5 6-axis | 1,5 м | 305 | 9 | 0,018 | +/-0,025 | 0,009 | 0,016 | 0,026 | 6 | Под заказ | В корзину |
| PMT ALPHA M 2.0 6-axis | 2,0 м | 430 | 9,3 | 0,02 | +/-0,028 | 0,01 | 0,018 | 0,032 | 6 | Под заказ | В корзину |
| PMT ALPHA M 2.0 7-axis | 2,0 м | 430 | 9,7 | 0,022 | +/-0,030 | 0,012 | 0,022 | 0,04 | 7 | Под заказ | В корзину |
| PMT ALPHA M 2.5 6-axis | 2,5 м | 555 | 9,6 | 0,023 | +/-0,030 | 0,012 | 0,022 | 0,038 | 6 | Под заказ | В корзину |
| PMT ALPHA M 2.5 7-axis | 2,5 м | 555 | 10 | 0,027 | +/-0,032 | 0,013 | 0,025 | 0,048 | 7 | Под заказ | В корзину |
| PMT ALPHA M 3.0 6-axis | 3,0 м | 680 | 9,9 | 0,034 | +/-0,042 | 0,016 | 0,032 | 0,052 | 6 | Под заказ | В корзину |
| PMT ALPHA M 3.0 7-axis | 3,0 м | 680 | 10,3 | 0,042 | +/-0,053 | 0,02 | 0,035 | 0,078 | 7 | Под заказ | В корзину |
| PMT ALPHA M 3.5 6-axis | 3,5 м | 805 | 10,2 | 0,043 | +/-0,056 | 0,02 | 0,038 | 0,066 | 6 | Под заказ | В корзину |
| PMT ALPHA M 3.5 7-axis | 3,5 м | 805 | 10,6 | 0,055 | +/-0,066 | 0,024 | 0,043 | 0,092 | 7 | Под заказ | В корзину |
| PMT ALPHA M 4.0 6-axis | 4,0 м | 930 | 10,5 | 0,052 | +/-0,066 | 0,024 | 0,044 | 0,083 | 6 | Под заказ | В корзину |
| PMT ALPHA M 4.0 7-axis | 4,0 м | 930 | 10,9 | 0,065 | +/-0,082 | 0,029 | 0,048 | 0,102 | 7 | Под заказ | В корзину |
| PMT ALPHA M 4.5 6-axis | 4,5 м | 1055 | 10,8 | 0,061 | +/-0,089 | 0,038 | 0,078 | 0,108 | 6 | Под заказ | В корзину |
| PMT ALPHA M 4.5 7-axis | 4,5 м | 1055 | 11,2 | 0,073 | +/-0,099 | 0,043 | 0,082 | 0,132 | 7 | Под заказ | В корзину |
| Обозначения | ||
|---|---|---|
SPAT |
повторяемость по точке при артикуляции | |
EUNI |
ошибка дистанции между 2 точками по сравнению с номинальными значениями |
|
PSIZE |
ошибка размера сферы по сравнению с номинальными значениями |
|
PFORM |
ошибка формы сферы | |
LDIA |
ошибка положения центра сферы | |
| Рабочие характеристики | ||
|---|---|---|
| Рабочая температура | от +5°C до +40°C | |
| Температурный коэффициент | 3°C/5 мин | |
| Электропитание | 100 - 240В AC; 50/60 Гц | |
| Время работы от аккумуляторов | 10 ч — от двух батарей | |
| Относительная влажность | 0-95% без конденсации | |
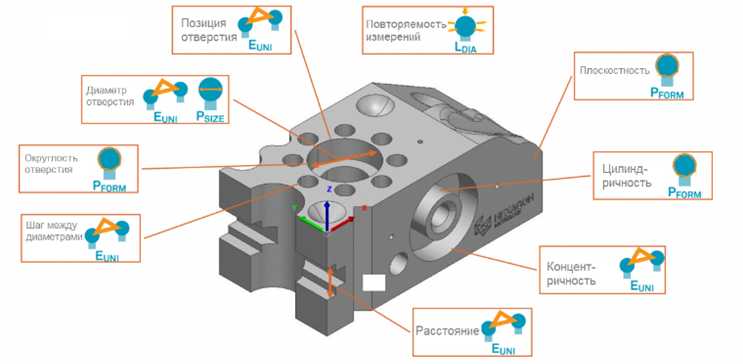
EUNI
— максимально допустимая погрешность при измерении однонаправленных параметров длины. Наиболее точно соответствует требованиям измерительных задач.LDIA
— максимально допустимая погрешность при разных положениях манипулятора. Характеризует повторяемость измерений.PFORM
— максимально допустимая погрешность при измерении формы сферы. Определяет, с какой погрешностью выполняется измерение формы элементов.PSIZE
— максимально допустимая погрешность при измерении диаметра сферы. Характеризует погрешность измерений отдельных мелких деталей и элементов.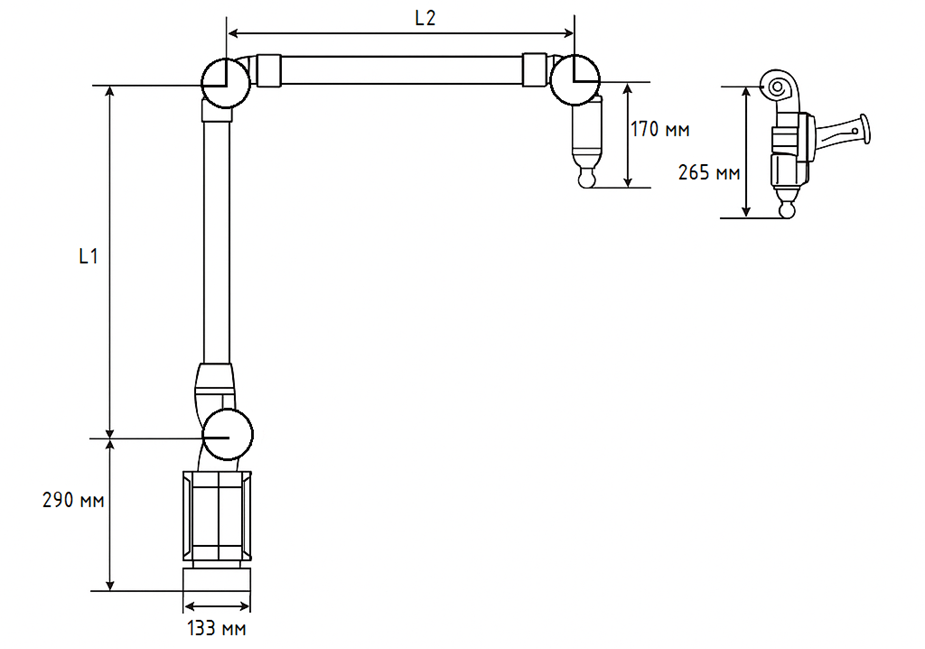
Принадлежности в комплекте